
Case Study: Crystal size distribution – Beet sugar factory in Northern Europe
A beet sugar factory in Northern Europe installed a brand-new vacuum pan for the production of a special beet sugar product. The target was to produce crystals with an average size of approximately 800 µm. However, during the initial operation with the original pan control system, the factory was unable to reach the required crystal size.
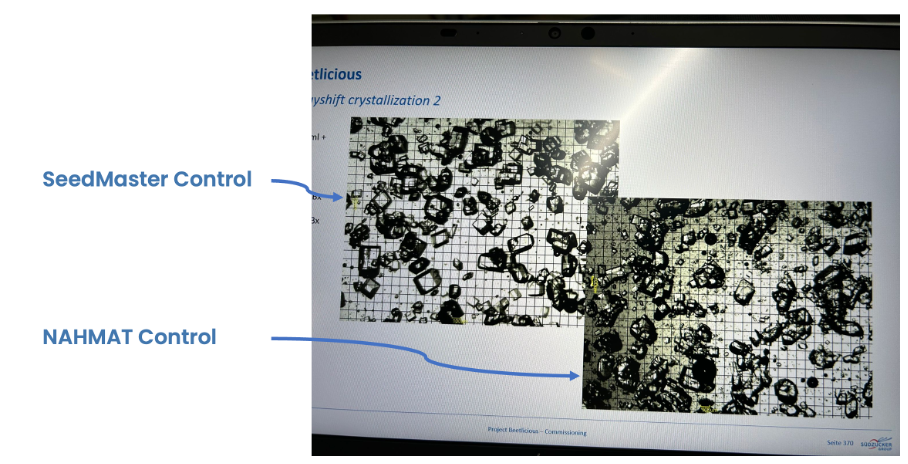
The original pan control was handled by a NAHMAT-based system. Despite repeated attempts and optimization efforts, the crystallization process could not be adjusted to reliably produce crystals larger than approximately 500 µm. In addition to the insufficient crystal size, the crystal size distribution was also poor, with a coefficient of variation, CV, typically in the range of 35–40. This meant that the product was not only smaller than required, but also significantly less uniform than desired.
To solve this problem, SeedMaster-4 was installed and integrated with the existing NAHMAT system. The result was a combined control architecture, where each system performs the tasks for which it is best suited. NAHMAT remained responsible for the basic pan handling functions, such as steam cleaning, filling sequences, discharging, and other general operational steps. During the actual crystallization phase, however, control is handed over to SeedMaster-4.
This integration allowed the factory to keep the familiar and proven NAHMAT-based pan operation while adding advanced supersaturation-based crystallization control through SeedMaster-4. SeedMaster took over the critical control functions related to crystal growth, enabling much more precise and stable operation during the boiling process.
After the installation of SeedMaster-4, the factory was able to achieve the desired crystal size with good precision. Instead of being limited to approximately 500 µm, the system made it possible to produce the required 800 µm crystal size, as well as other target crystal sizes when needed. This indicated that the existing equipment was capable of producing the target crystal size when supported by a dedicated supersaturation-based crystallization control strategy.
The installation also resulted in a clear improvement in crystal size distribution. With SeedMaster-4 control, the CV was reduced from the original 35–40 range to approximately 27–29. This was already a significant improvement in product uniformity and process repeatability.
In a later development step, the factory and SeedMaster specialists further improved the process by changing the seeding practice. The original slurry seeding method was replaced by magma seeding. With this modification, the crystallization process became even more repeatable, and the CV was further reduced to a stable range of approximately 21–24.
NAHMAT remained an important part of the overall pan automation, while SeedMaster-4 was added as a specialized crystallization control layer.
| Parameter | Original control system | With SeedMaster-4 | With SeedMaster-4 and magma seeding |
|---|---|---|---|
| Target crystal size | 800 µm | 800 µm | 800 µm |
| Achieved crystal size | Approx. 500 µm maximum | Target size repeatably achievable | Target size repeatably achievable |
| CV | 35–40 | 27–29 | 21–24 |
| Control concept | NAHMAT pan control | NAHMAT + SeedMaster-4 | NAHMAT + SeedMaster-4 + improved seeding practice |
Conclusion
This case demonstrates how SeedMaster-4 can be successfully integrated with an existing pan control system to solve a specific crystallization challenge. By allowing NAHMAT to continue handling the general pan operation, while SeedMaster-4 took responsibility for the crystallization phase, the factory received a practical and robust combined solution.
The result was a major improvement in both crystal size control and product uniformity. The factory moved from being unable to reach the required product specification to producing the desired crystal size reliably. The later transition to magma seeding further improved the process and reduced the CV to a repeatable range of 21–24, demonstrating the value of combining advanced control with optimized crystallization practice.
NAHMAT handled general pan automation. SeedMaster-4 added specialized supersaturation-based crystallization control. Together, the combined architecture achieved the target.
In later trials, all various crystal size targets were tried even up to the range of 3-4 mm. SeedMaster-4 was able to deliver those targets in high quality.
